六、正向理线对布线材料的要求
正向理线的作用之一是在配线架后侧预留双绞线,为了减少双绞线因弯曲半径所造成的性能损耗,预留双绞线的弯曲半径必须大于双绞线外径(缆径)的4倍(根据TIA 568C-2009,屏蔽双绞线的弯曲半径也是4倍,而不是过去所说的8倍)。而每个1U配线架的高度仅为44mm,所以得利用配线架与跳线管理器的合并高度确保双绞线的弯曲半径在合理的范围内。
根据这一计算,可以确定对正向理线的材料要求:1个配线架配备1个跳线管理器。如果使用2个配线架共享1个跳线管理器,那么理线工艺应该进行比较大的调整,而且可能会造成的结果是美观特性下降。在此,将以1个配线架配备1个跳线管理器的配置方法,介绍正向理线工艺。
七、正向理线所需要的工具
正向理线所需工具十分简单,均为常用工具,其中的自制工具可以在工地上就地取材,自行制作。工具清单如下:

八、理线板制作方法
理线板是正向理线的必备工具,并使用相应的理线表配合理线。理线板可以采用橡胶板、纤维板、层压板或木板在现场自制,也可以在公司里制作后使用。
理线板的制作方法十分简单:测量所用双绞线的缆径,并附加2-4mm后形成理线板的孔径,然后根据板的强度选择孔与孔之间的间距,在板上横向划5根线、纵向划5根线后留有写编号的空间后确定板的长宽尺寸。剪切或锯下多余部分后,使用手枪钻在划线的交叉点上以所确定的孔径钻25个孔后,用粗砂纸将所有的边沿倒角后,在横向写上(或刻上)1-5的编号,在纵向写上(或刻上)A-E的编号后大功告成。
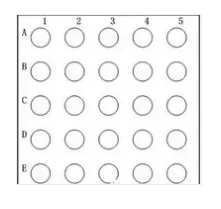
理线板是一块25孔方板(对应于24口配线架的合适尺寸5×5孔理线板,也可以选用4×6、8×8等规格),单面写字,每孔可以穿1根水平双绞线。可以想象:当双绞线穿入理线板后,彼此之间的相对位置就基本固定,根据其位置进行绑扎时不容易出现大的错位现象,更不易出现线缆的交叉现象。
九、常见的理线表
理线板需使用相应的理线表配合理线。
理线表是一张人为定义的表格,当使用24口配线架2可以使用5×5理线板,该理线表为5行5列的表格,每个单元格对应一个孔。理线表的填写方法可以有多种,每种填写方法对应于一种排列顺序。在下图中介绍了其中一种排列顺序(孔内数字代表配线架上的模块编号),它的特点是在配线架背后的每根线全部水平平行排列。
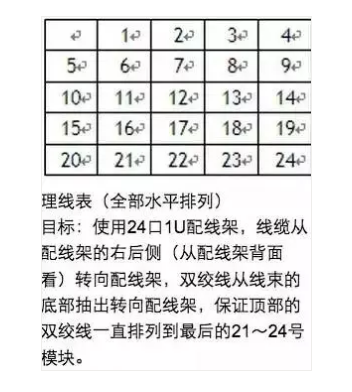
在实际填写理线表时,应将与配线架1-24口对应的线缆线号填入理线表,这样线号与配线架的模块号就一一对应。在一般情况下,当配线架布置图完成后,可使用EXCEL的联动功能,自动形成针对每个配线架的理线表。
理线表的构成可以根据机柜配线架的进线方向和出线方法双重确定:
右进上出理线表
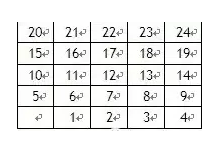
这种理线表的排列参见下图。它的特点是从机柜后侧向前看,双绞线从配线架的右侧进入配线架背后的托线架上,整束双绞线从上方开始出现,1号线进入最右侧的第1个模块孔,依次类推,最后24号线进入最左侧的模块孔。
特点:整束线底面与托线架完全平行。
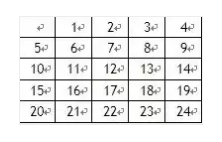
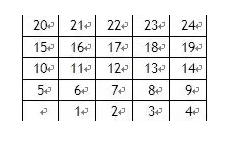
右进下出理线表
这种理线表的排列参见下图。它的特点是从机柜后侧向前看,双绞线从配线架的右侧进入配线架背后的托线架上,整束双绞线从下方开始出现,1号线进入最右侧的第1个模块孔,依次类推,最后24号线进入最左侧的模块孔。
特点:整束线的上平面保持完整的斜线平行,覆盖着下面所有的双绞线,双绞线进入模块时几乎看不见。
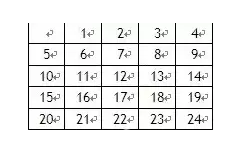
左进上出理线表
这种理线表的排列参见下图。它的特点是从机柜后侧向前看,双绞线从配线架的左侧进入配线架背后的托线架上,整束双绞线从上方开始出现,24号线进入最左侧的第1个模块孔,依次类推,最后1号线进入最右侧的模块孔。
特点:整束线底面与托线架完全平行。
左进下出理线表
这种理线表的排列参见下图。它的特点是从机柜后侧向前看,双绞线从配线架的左侧进入配线架背后的托线架上,整束双绞线从下方开始出现,24号线进入最左侧的第1个模块孔,依次类推,最后1号线进入最右侧的模块孔。
特点:整束线的上平面保持完整的斜线平行,覆盖着下面所有的双绞线,双绞线进入模块时几乎看不见。
仔细观察这四张表可以看出:1、4表的排列完全一样,2、3表的排列完全一样,所以合并后形成了A、B两张表。其中A表用于右进上出、左进下出,B表用于右进下出、左进上出。